
Что такое горячее цинкование?

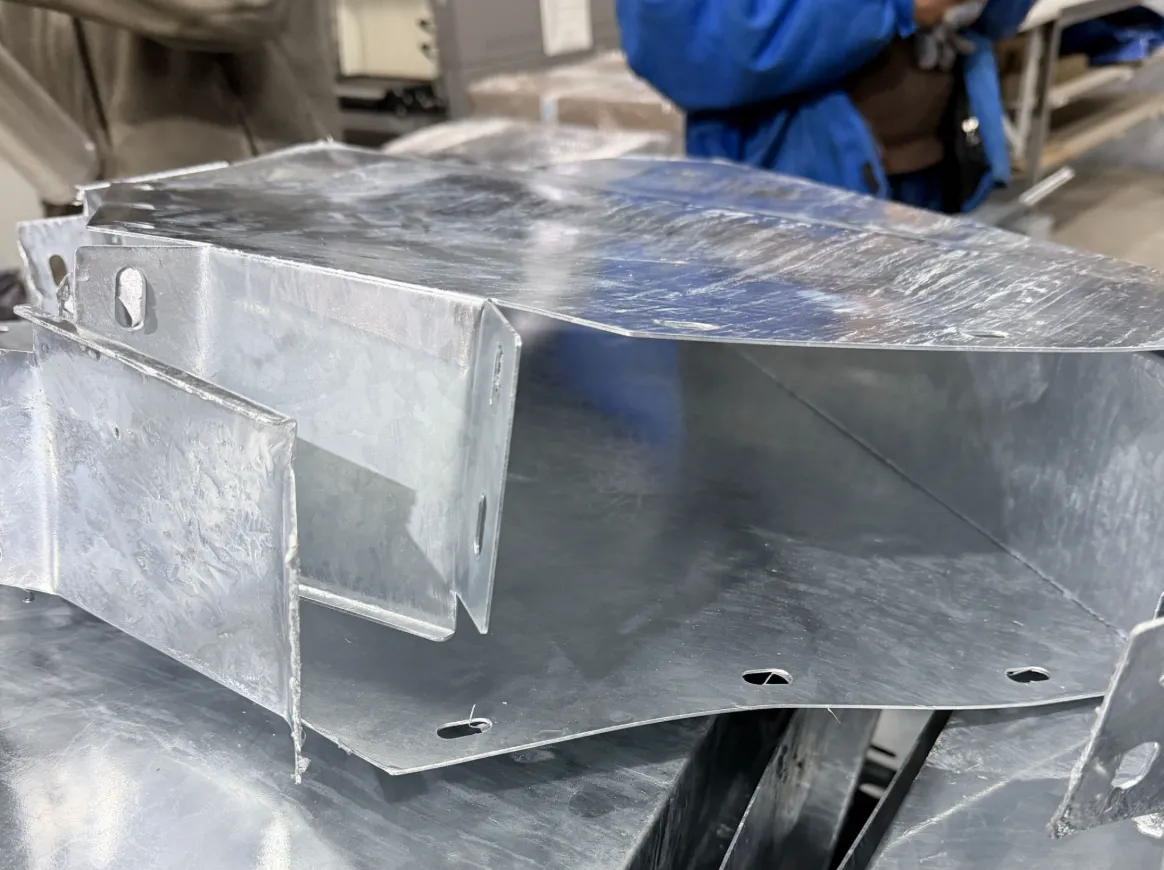
Готовые горячеоцинкованные лотки на производстве по цинкованию
Горячее цинкование — это способ защиты металлоконструкций, а также кабельных лотков, кронштейнов и перфорированных профилей от коррозии. В ходе процесса готовое изделие погружается в ванну с расплавленным цинком при температуре 450 °C, предварительно пройдя несколько этапов подготовки. В результате формируется многослойное покрытие, которое очень крепко, на молекулярном уровне, сцепляется с поверхностью.

Подготовленные изделия перед погружением. Для каждой партии мы обязательно указываем целевую толщину покрытия, так как требования у заказчиков могут сильно отличаться.
Как происходит процесс
Для горячего цинкования изделия изготавливаются из стали без покрытия. В зависимости от конструкции применяется либо холоднокатаный тонколистовой прокат (например, сталь 08пс), либо более толстый металл — стали марок Ст3 или 09Г2С
Далее изделия проходят последовательную подготовку и обработку:
-
Обезжиривание: Проводится в щелочных растворах. Удаляются масла, загрязнения и СОЖ (смазочно-охлаждающие жидкости). При плохом обезжиривании возникнет «непроцинковка»
-
Травление: Кислота удаляет окалину и ржавчину, оголяя «чистый» металл. Без этого этапа цинк просто не ляжет.
- Промывка: Смываются остатки кислоты.
- Флюсование: Погружение в раствор хлоридов цинка и аммония. Флюс предотвращает повторное окисление и улучшает «смачиваемость» металла расплавом.
- Сушка: Необходима для удаления влаги. Если пренебречь сушкой, при погружении в расплав возникнет вспенивание и дефекты покрытия.
- Погружение в расплав цинка
Когда подготовка завершена, изделие отправляется в ванну. На фото ниже представлена ванна в рабочем процессе. Вы видите чистое «зеркало» расплава, окруженное слоем окисленного цинка

Ванна с расплавленным цинком
Перед погружением каждой партии, а также непосредственно перед её подъемом, оцинковщик обязан очистить поверхность ванны от окислов. Для этого используется специальный скиммер — инструмент, внешне напоминающий металлическую швабру.
Работа со скиммером похожа на использование водосгона для стекол: мастер плавным движением сгоняет все окислы и шлак с поверхности цинка в сторону. Это критически важный этап, так как зона контакта металла с расплавом должна быть идеально чистой. Процесс напоминает снятие пенки с кофе: только при наличии чистого «зеркала» ванны можно гарантировать безупречную адгезию и отсутствие посторонних включений в защитном слое.
Во время погружения цинк буквально срастается со сталью. Чем дольше деталь находится в расплаве, тем толще слой. Однако здесь вступает в силу физика: важно учитывать геометрию. Если изделие из тонкого листа (например, лоток 600×200 толщиной 1 мм) нагреть до 450 °C, металл временно теряет жесткость и может деформироваться под собственным весом.
При цинковании крайне важно соблюдать баланс. Мы подбираем режим так, чтобы обеспечить максимальную защиту без потери формы изделия. Если у заказчика высокие требования к толщине покрытия, мы заранее согласовываем увеличение толщины самого металла. Игнорирование этого правила неизбежно приводит к браку.
Мы постоянно проводим внутренние тесты, чтобы знать реальные пределы прочности наших изделий. На фото ниже представлен результат эксперимента: угол лотка 600×100 из стали 08пс толщиной 1 мм после 20-минутной выдержки в ванне. Нашей целью было получить слой в 120 мкм, но при таком длительном погружении деталь не выдержала температуры и деформировалась.
Брак угла для кабельного лотка. Важно: такое нашим клиентам мы не отгружаем)
Важно понимать: при стандартной толщине покрытия (55–80 мкм) металл не успевает получить необратимые повреждения, полностью сохраняя свои геометрические характеристики и товарный вид. Опыт получен, урок усвоен — мы работаем строго в рамках безопасных технологических допусков, гарантируя качество каждой детали.
Устойчивость к деформации зависит и от формы: компактные изделия (например лоток перфорированный 50×50 мм) обладают высокой жесткостью, а широкие изделия при той же толщине металла — более капризны. После выдержки изделие извлекается с контролируемой скоростью для равномерного стекания цинка
Толщина цинка
Толщина цинка — это полностью контролируемый процесс, который зависит как от технологии нанесения, так и от марки и толщины самой стали. Поэтому итоговый результат напрямую зависит от требований заказчика.
Обычно цинковый слой для профилей, лотков и коробов составляет не менее 55 мкм (примерно 400 грамм на квадратный метр). Для простого понимания: такая толщина сопоставима с толщиной человеческого волоса. Несмотря на кажущуюся малость, этого достаточно, чтобы защищать изделие от 30 до 50 лет. Тем не менее мы можем изготовить любую позицию из нашего каталога с покрытием от 80 мкм и выше — это решение лучше подходит для условий Крайнего Севера или агрессивных промышленных атмосфер.
Как пример: наша недавняя партия короба, где требование клиента было жестким — минимальная толщина в самой тонкой точке не менее 85 мкм. Мы успешно справились с этой задачей, для нас это не является сложностью. Все замеры мы проводим строго по ГОСТ 9.307-2021. Это не просто прикладывание толщиномера в случайном месте, а четкий регламент, где и как проводить измерения, чтобы результат был легитимным.
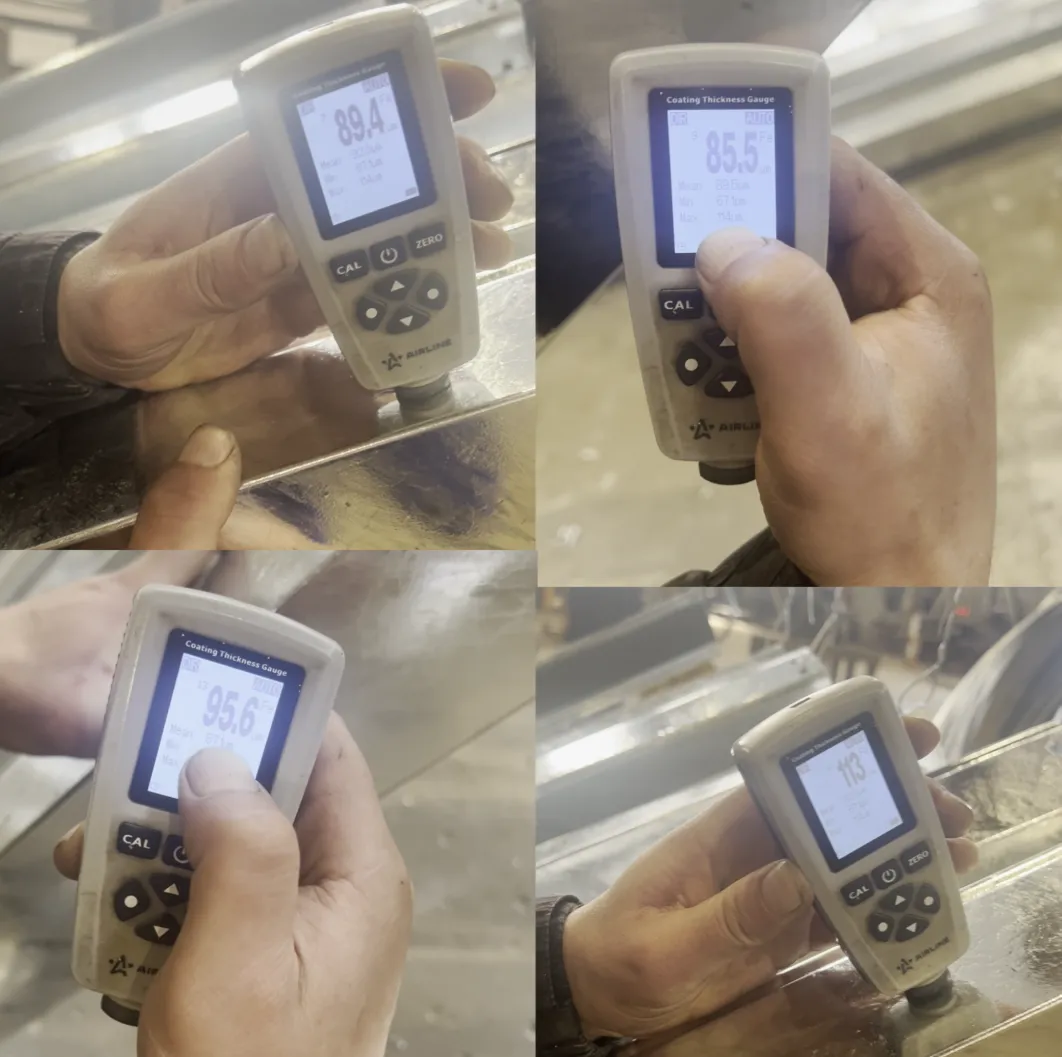
Замер толщины покрытия горячего цинкования
1. Зоны и правила замера (п. 5.1 ГОСТ 9.307-2021)
Стандарт определяет места, где измерения проводить нельзя, чтобы не получить ложных данных:
- Отступ: Минимум 10 мм от кромок, углов, отверстий, сварных швов и мест газовой резки.
- Поверхность: Измерения проводятся только на основных (значимых) плоскостях. На ребрах жесткости или мелких изгибах прибор может выдать некорректные значения.
2. Количество измерений (п. 5.1.2 ГОСТ 9.307-2021)
Для официального результата используется метод «контрольных участков»:
- На каждом изделии выбирается участок площадью около 10 $см^2$.
- На этом участке делается не менее 5 замеров.
- Результат участка — это среднее арифметическое этих 5 точек.
Важно: Согласно п. 5.1.3, значение в одной конкретной точке может быть чуть ниже нормы (например, 45 мкм вместо 55 мкм), но среднее значение по всему участку должно строго соответствовать требуемому.
3. Требования к прибору и калибровке (п. 5.1.1 ГОСТ 9.307-2021)
Мы используем профессиональные магнитные толщиномеры. Прибор обязательно калибруется по эталонным «фольгам» на неоцинкованной поверхности именно той стали, из которой сделан лоток. Это критично, так как магнитные свойства Ст3 и 09Г2С различаются, что напрямую влияет на точность показаний.
4. Выборка для контроля (п. 6.2.2 ГОСТ 9.307-2021)
При отгрузке или приемке количество проверяемых изделий зависит от размера заказа:
|
Размер партии (шт) |
Объем выборки (сколько проверяем) |
|
1 – 3 |
Все изделия |
|
4 – 500 |
Не менее 3 шт |
|
501 – 1200 |
Не менее 5 шт |
|
1201 – 3200 |
Не менее 8 шт |
По требованию заказчика мы формируем протокол испытаний и паспорт на покрытие, а также предоставляем фотофиксацию замеров толщины цинка именно его партии изделий.
Срок службы горячего цинка
Долговечность кабельной трассы напрямую зависит от того, где она установлена. Мы опираемся не на догадки, а на фундаментальные исследования Ву Динь Вуя (ведущего научного сотрудника ИФХ РАН) и его работу «Атмосферная коррозия металлов».
Важный научный факт: коррозия цинка подчиняется параболическому закону. Это значит, что со временем скорость разрушения покрытия падает в 2,5–3 раза, так как продукты окисления цинка сами становятся защитным барьером для нижних слоев.
Скорость коррозии в разных регионах:
- Сельская местность (Зеленоград, МО): ~0,87 мкм/год.
- Городская среда (Москва): ~1,37 мкм/год.
- Промышленные и морские зоны (Мурманск): от 2 до 10 мкм/год (при превышении ПДК агрессивных газов).
Таблица расчетного срока службы (лет)
|
Среда |
Скорость потери цинка (мкм/год) |
Покрытие 55 мкм (Стандарт) |
Покрытие 85 мкм (Усиленное) |
|
Сельская местность |
0,87 |
80+ лет |
100+ лет |
|
Крупный город (Мск) |
1,37 |
55–60 лет |
58 лет |
|
Промышленная зона |
5,0 |
15–20 лет |
16 лет |
|
Морской порт |
10 |
~5,5 лет |
8 лет |
Влияние загрязнений
Цифры могут меняться в зависимости от состава воздуха. Загрязнения работают как катализаторы:
- SO2 (Сернистый газ): ускоряет коррозию в 1,5–2,2 раза.
- Хлориды (морская соль): ускоряют процесс в 1,5–2,3 раза.
Именно поэтому для объектов в Мурманске или на химических производствах мы рекомендуем закладываться на толщину от 80–90 мкм. Это гарантирует, что даже в агрессивном кинетическом режиме коррозии конструкция сохранит несущую способность на весь срок эксплуатации объекта.
Важные преимущества горячего цинкования
Серьезным преимуществом горячего цинкования является то, что наши изделия цинкуются после изготовления. Это значит, что все сварочные швы на кронштейнах, перфорация на профилях и лотках полностью обтекаются цинком, защищая все возможные открытые торцы. На изделиях, изготовленных из обычного оцинкованного листа (метод Сендзимира), коррозия начинается именно с этих мест, так как защитить голый срез металла технически невозможно.
Также этот способ защиты — шикарный вариант для труб и других цилиндрических деталей. В отличие от гальваники, цинк здесь ложится на все внутренние плоскости. При электрохимическом способе (гальванике) цинк переносится под воздействием тока, который неохотно «заходит» внутрь трубы — покрытие проникает вглубь максимум на один диаметр. Если у вас труба длиной 2 метра и диаметром 50 мм, её середина внутри останется практически незащищенной. При погружении же в ванну расплавленный цинк ведет себя как жидкость: она физически заполняет всё пространство, обволакивая внутренние стенки по всей длине, какой бы узкой ни была деталь.
Помимо барьерной защиты, цинк работает как жертвенный анод, буквально отдавая себя ради сохранения стали. Если на лотке появится царапина, цинк вокруг неё создает невидимое защитное поле (электрическую цепь) и начинает разрушаться сам, не давая железу в центре повреждения рыжеть.
Вид изделия, его декторативные свойста
Нужно понимать: горячее цинкование — это техническое покрытие, а не декоративное. Со временем зеркальный блеск исчезает, поверхность становится матовой или пятнистой.
Согласно ГОСТ 9.307-2021, браком не являются (п. 4.2–4.6):
- Разнотонность, матовость и узоры кристаллизации.
- Белый налет («белая ржавчина»), если слой цинка под ним в норме.
- Шероховатость и следы захватов.
- Наплывы, если они не мешают монтажу.
На фото ниже видно неоднородность — это зависит от состава стали. Но посмотрите, как цинк «закупоривает» стыки и герметизирует места скопления влаги. На фото ниже справа сверху отчетливо видно на примере нашего кронштейна
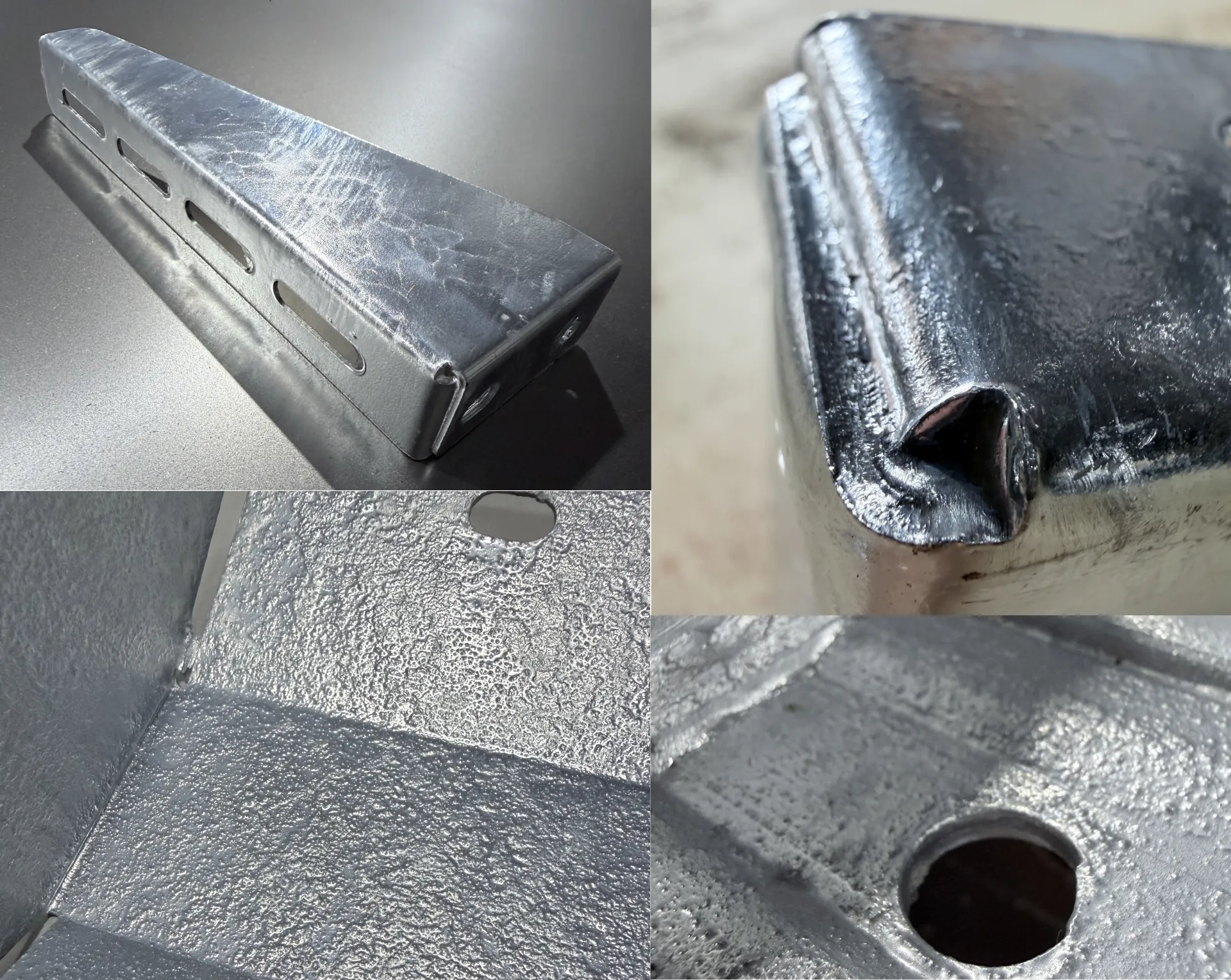
Примеры вида готовой оцинковки
На примере полосы заземления 40х4 мм видно: покрытие монолитное. Оно не блестит, как хромированный бампер, но его задача — держать удар среды.

Полоса для заземления 40х4 горячеоцинкованная
Лучшая иллюстрация — дорожные отбойники. Они серые, пыльные и матовые, но десятилетиями стоят под реагентами и солью, сохраняя металл целым. Потеря блеска — это формирование карбоната цинка, того самого барьера, который и делает это покрытие практически вечным.
Потеря товарного вида — это естественный процесс формирования защитной патины. Цинк окисляется, создавая на поверхности плотный слой карбоната цинка, который и является основным барьером для коррозии.