
Что такое горячее цинкование?

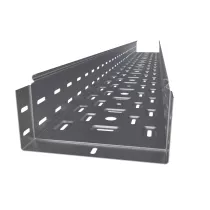
Готовые горячеоцинкованные лотки на производстве по цинкованию
Горячее цинкование — защита стали от коррозии погружением в расплав цинка. Готовое изделие — лоток, профиль, кронштейн — целиком опускают в ванну при температуре около 450 °C, предварительно пройдя несколько этапов подготовки поверхности. Цинк сплавляется со сталью на молекулярном уровне и образует многослойное покрытие, которое закрывает поверхность, срезы и сварные швы. Слой получается толще и стойче, чем у холодного (цинк-краска) и гальванического способов.
Для каждой партии мы указываем целевую толщину покрытия — требования у заказчиков сильно отличаются.

Для каждой партии мы обязательно указываем целевую толщину покрытия, так как требования у заказчиков могут сильно отличаться.
Как происходит цинкование металлоконструкций
Любой процесс цинкования начинается с подготовки поверхности — от неё зависит качество покрытия. Изделия делают из стали без покрытия: листовой прокат или профиль. В зависимости от конструкции это либо холоднокатаный тонколистовой прокат (например, сталь 08пс), либо толстый металл — Ст3 или 09Г2С. Дальше идёт последовательная подготовка:
1. Обезжиривание. В щелочных растворах удаляют масла, загрязнения и СОЖ (смазочно-охлаждающие жидкости). Без хорошего обезжиривания будет «непроцинковка» — цинк не ляжет ровно.
2. Травление. Кислота снимает окалину и ржавчину, оголяя чистый металл. Без этого этапа цинк не ляжет.
3. Промывка. Смывают остатки кислоты.
4. Флюсование. Погружение в раствор хлоридов цинка и аммония. Флюс предотвращает повторное окисление и улучшает смачиваемость металла расплавом.
5. Сушка. Удаляют влагу. Без сушки при погружении в расплав возникают вспенивание и дефекты покрытия.
6. Погружение в цинковый расплав. Подготовленное изделие отправляют в ванну.

Ванна с расплавленным цинком
Перед погружением каждой партии и перед подъёмом оцинковщик очищает поверхность ванны от окислов специальным скиммером — инструментом вроде металлической швабры. Работает он как водосгон для стекла: плавным движением сгоняет окислы и шлак в сторону. Зона контакта металла с расплавом должна быть идеально чистой — это как снять пенку с кофе: только при чистом «зеркале» ванны выходит ровное покрытие без посторонних включений.
При погружении цинк срастается со сталью: чем дольше деталь в расплаве, тем толще слой. Но тут вступает физика — важна геометрия. Тонкий лист (например, 1 мм), нагретый до 450 °C, временно теряет жёсткость и может повести под собственным весом. Поэтому режим подбирают так, чтобы дать максимальную защиту без потери формы; под высокие требования к толщине заранее согласовывают и увеличение толщины самого металла.
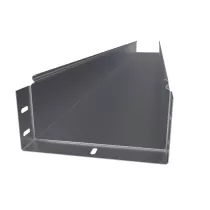
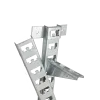
Реальные пределы мы проверяем на внутренних тестах. На снимке — результат эксперимента: угол лотка 600×100 из стали 08пс толщиной 1 мм после 20-минутной выдержки. Целью было получить 120 мкм, но при таком длительном погружении деталь не выдержала температуры и деформировалась.

Брак угла. Важно: такое нашим клиентам мы не отгружаем!
При стандартной толщине покрытия (55–90 мкм) металл не успевает получить необратимые повреждения — геометрия и товарный вид сохраняются полностью. Опыт получен: мы работаем строго в безопасных технологических допусках. Устойчивость к деформации зависит и от формы: компактные изделия (например, 50×50 мм) жёсткие, широкие — капризнее. После выдержки изделие извлекают с контролируемой скоростью, чтобы цинк стекал равномерно.
Толщина цинка
Толщину покрытия контролируют: она зависит от технологии нанесения, марки и толщины стали и напрямую влияет на цену за тонну. Итог определяют требования заказчика. Обычно слой для профилей и коробов — не менее 55 мкм (примерно 400 г/м²); для понимания, это сопоставимо с толщиной человеческого волоса. Несмотря на малость, такого слоя хватает на 30–50 лет. Любую позицию каталога делаем и с покрытием от 80 мкм. Пример: в недавней партии короба требование было жёстким — не менее 85 мкм в самой тонкой точке; справились. Все замеры проводим строго по ГОСТ 9.307-2021 — это не прикладывание толщиномера наугад, а регламент, где и как мерить, чтобы результат был легитимным.

Замер толщины покрытия горячего цинкования
Контроль качества и толщины цинка
Готовую продукцию проверяем по всем методам стандарта.
1. Визуальный контроль (п. 8.1). Осмотр при освещённости не менее 300 лк с расстояния не менее 25 см — явные дефекты видно ещё до приборов.
2. Замер толщины (п. 8.2.1). Магнитный толщиномер. Точки замера — не ближе 100 мм от края и в середине; за итог берут среднее не менее пяти измерений. Погрешность метода — ±10 %.
3. Арбитражные и разрушающие методы (п. 8.2.2–8.2.3). При спорах с технадзором: металлографический (поперечный шлиф под микроскопом, не менее трёх точек на 1 см) и гравиметрический (взвешивание до и после снятия цинка) — у последнего приоритет при разногласиях.
4. Прочность сцепления, адгезия (п. 8.4). Для тонких покрытий (до 50 мкм) — метод сетки царапин; для тяжёлых условий — удар поворотным молотком (212,5 г): покрытие годное, если нет вздутий и отслоений; термостойкость — нагрев до 190 °C с выдержкой 1 час.
По требованию формируем протокол испытаний, паспорт на покрытие и фотофиксацию замеров именно вашей партии.
Срок службы горячего цинка
Долговечность трассы зависит от того, где она стоит. Опираемся не на догадки, а на исследования Ву Динь Вуй (ведущий научный сотрудник ИФХ РАН), монография «Атмосферная коррозия металлов в тропиках» (М.: Наука, 1994). Скорость коррозии цинка по регионам:
— сельская местность (Звенигород, Подмосковье) — около 0,87 мкм/год;
— городская среда (Москва) — около 1,37 мкм/год;
— промышленные и морские зоны (Мурманск, побережье) — от 2 до 10 мкм/год при высоком содержании агрессивных газов.
Коррозия цинка идёт по затухающему закону: со временем скорость падает в 2,5–3 раза — продукты окисления цинка сами становятся барьером для нижних слоёв. Поэтому стандартный слой 55–90 мкм держит 30–50 лет.
| Среда | Скорость потери цинка, мкм/год | Покрытие 55 мкм (стандарт) | Покрытие 85 мкм (усиленное) |
| Сельская местность | 0,87 | 80+ | 100+ |
| Крупный город (Москва) | 1,37 | 55–60 | 58 |
| Промышленная зона | 5,0 | 15–20 | 16 |
| Морской порт | 10 | ~5,5 | 8 |
Влияние загрязнений
Цифры меняются с составом воздуха — загрязнения работают как катализаторы:
— сернистый газ SO₂ (промышленные выбросы, выхлоп) — ускоряет коррозию в 1,5–2,2 раза;
— хлориды (морская соль, реагенты) — ускоряют в 1,5–2,3 раза.
Поэтому для объектов в Мурманске или на химпроизводстве закладываем толщину от 80–90 мкм — тогда даже в агрессивной среде конструкция отслужит весь срок объекта.
Важные преимущества горячего цинкования
Наши изделия цинкуют после изготовления — значит, сварные швы кронштейнов и перфорация профилей полностью обтекаются цинком, закрыты все открытые торцы. У изделий из обычного оцинкованного листа (метод Сендзимира) коррозия начинается именно с этих мест: голый срез защитить технически нечем.
В отличие от гальванического и холодного цинкования и термодиффузии, погружение даёт покрытие на всех поверхностях. Разница — в принципе нанесения: гальваника переносит цинк током, холодное цинкование — это покраска цинковым составом.
Метод хорош и для труб и цилиндрических деталей. При гальванике ток неохотно заходит внутрь трубы — покрытие проникает максимум на один диаметр; у трубы 2 м диаметром 50 мм середина внутри останется почти голой. Расплав же ведёт себя как жидкость и заполняет всё пространство, обволакивая внутренние стенки по всей длине.
И ещё: цинк работает как жертвенный анод. Если на металле появилась царапина, цинк вокруг неё создаёт защитную электрическую цепь и разрушается сам, не давая железу в центре повреждения ржаветь.
Декоративные свойства покрытия
Горячее цинкование — техническое покрытие, а не декоративное. Внешний вид может отличаться: текстура матовая или неоднородная, со временем зеркальный блеск уходит. По ГОСТ 9.307-2021 браком не являются (п. 4.2–4.6):
— разнотонность, матовость и узоры кристаллизации;
— белый налёт («белая ржавчина»), если слой цинка под ним в норме;
— шероховатость и следы захватов;
— наплывы, если они не мешают монтажу.
Неоднородность зависит от состава стали, но цинк при этом «закупоривает» стыки и герметизирует места скопления влаги. Лучшая иллюстрация — дорожные отбойники: серые, пыльные, матовые, но десятилетиями стоят под реагентами и солью. Потеря блеска — это формирование карбоната цинка, того самого барьера, который и делает покрытие почти вечным.
Одно из ходовых уличных — глухой 100×50 в горячем цинке:


На примере полосы заземления 40х4 мм видно: покрытие монолитное. Оно не блестит, как хромированный бампер, но его задача — держать удар среды.
Что и где TM Групп защищает горячим цинком
Горячим цинком мы покрываем то, что работает в тяжёлых условиях: кабельные лотки, лестницы, профили и стойки для улицы, влажных цехов, подвалов и агрессивной среды. Слой 55–90 мкм закрывает не только плоскость, но и срезы, кромки и сварные швы — там, где коррозия обычно начинается первой. Такая трасса стоит десятилетиями без подкраски и обслуживания.
Если объект сухой и отапливаемый, за горячий цинк переплачивать незачем — хватит оцинковки по методу Сендзимира; для химии и пищевого производства берут нержавейку. А всё, что выходит на улицу, во влагу или под серьёзную нагрузку, мы ведём только в горячем цинке: дороже, но это тот случай, когда покрытие — единственное, что реально держит.
Когда горячий цинк оправдан, а когда хватит исполнения попроще — в обзоре покрытий и исполнений
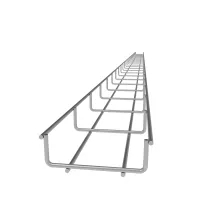
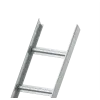
В горячем цинке — лотки разных типов под улицу и влагу:

Горячий цинк — на лотках, профилях и опорах; разделы каталога:



Что такое горячее цинкование?
Защита стали от коррозии: изделие погружают в ванну с расплавленным цинком при температуре около 450 °C, цинк сплавляется со сталью и образует прочное покрытие на поверхности, срезах и сварных швах. Метод и обозначение — по ГОСТ 9.307-2021.
Какая толщина у горячего цинка?
Зависит от толщины стали и режима; для кабельных лотков и профилей обычно 55–90 мкм. Толщину контролируют по ГОСТ 9.307-2021 — это в разы больше, чем у холодного и гальванического цинкования.
Сколько служит горячий цинк?
Десятилетиями, срок зависит от среды. В сельской местности и городе покрытие 55–85 мкм держится 30–50 лет, в промзоне и у моря — меньше. Расчёт ведут по скорости коррозии цинка (около 0,87 мкм/год в селе, 1,37 в городе).
Чем горячее цинкование отличается от холодного?
Горячее — погружение в расплав, цинк сплавляется со сталью, слой толстый и стойкий. Холодное — покраска цинковым составом, слой 20–40 мкм, ремонтопригоден, но защищает слабее. Для несущих и уличных конструкций берут горячее.
Чем горячее цинкование отличается от гальванического?
Горячее даёт толстый слой и закрывает срезы, сварку и внутренние стенки труб; гальваническое — тонкий слой 6–20 мкм для крепежа и сухих помещений. Подробнее — в статье про гальваническое цинкование.
Можно ли красить по горячему цинку?
Да, но поверхность готовят (обезжиривание, адгезионный грунт). Цинк под краской работает как двойная защита (цинк плюс краска) и служит дольше, чем цинк или краска.
Каким крепежом монтировать горячеоцинкованный лоток?
Крепежом того же класса — горячеоцинкованным или оцинкованным, не нержавеющим. Нержавеющий метиз на горячем цинке во влаге образует гальваническую пару: цинк здесь анод и корродирует быстрее у точек контакта (Жук Н. П., 1976, с. 357). В сухом помещении это некритично, но на улице и во влажном цехе берут цинковый крепёж — он стареет вместе с лотком, а не вышибает из него цинк.
По теме: Холодное цинкование · Климатическое исполнение · Толщина цинкового покрытия· Покрытие крепежа